Early leather hoses leaked badly, and their sewn seams were prone to rupture under pressure. The first riveted leather hose was developed in 1808 in Philadelphia by a group of volunteer firefighters. Their hose had seams held together by 20-30 metal rivets per foot (65-100 rivets per meter) to eliminate leaks.
Two members of the group patented this design in 1817 and began manufacturing it. Although woven cotton and linen hoses were also introduced in the early 1800s, and rubber-coated hoses were introduced in 1827, none of these designs was developed enough to replace riveted leather hose until about the 1870s.
Modern fire hoses use a variety of natural and synthetic fabrics and elastomeres in their construction. These materials allow the hoses to be stored wet without rotting and to resist the damaging effects of exposure to sunlight and chemicals. Modern hoses are also lighter weight than older designs, and this has helped reduce the physical strain on firefighters.
BACKGROUND
The term fire hose refers to several different types of hose specifically designed for use in fighting fires. The most common one consists of one or more outer layers of woven fabric with an inner layer of rubber. It is usually manufactured in 50 ft (15.3 m) lengths with threaded metal connections on each end. Unlike other hoses, most fire hose is designed to be stored flat to minimize the space required. For example, the average fire pumper in the United States can carry 1,200 ft (366 m) of 2.5 in (64 mm) diameter fabric-covered, rubber-lined hose in a space about the size of a king-size bed.
The earliest recorded use of fire hose was in ancient Greece. According to the Greek author Apollodorus, one end of an ox's intestine was attached to a bladder filled with water. When the bladder was pressed, the water was forced through the long ox gut and was directed "to high places exposed to fiery darts."
The forerunner of the modern fire hose was invented in 1672 in Amsterdam, Netherlands, by Nicholas and Jan van der Heiden (Heides). Their discharge hose was made of leather with tightly sewn seams. Brass fittings were attached to each end to allow several sections to be coupled together. In 1698, they made a suction hose of heavy sailcloth coated with paint or cement to make it watertight. The hose was reinforced with internal metal rings to prevent it from collapsing under a vacuum.
The earliest recorded use of fire hose was in ancient Greece. According to the Greek author Apollodorus, one end of an ox's intestine was attached to a bladder filled with water. When the bladder was pressed, the water was forced through the long ox gut and was directed "to high places exposed to fiery darts."
The forerunner of the modern fire hose was invented in 1672 in Amsterdam, Netherlands, by Nicholas and Jan van der Heiden (Heides). Their discharge hose was made of leather with tightly sewn seams. Brass fittings were attached to each end to allow several sections to be coupled together. In 1698, they made a suction hose of heavy sailcloth coated with paint or cement to make it watertight. The hose was reinforced with internal metal rings to prevent it from collapsing under a vacuum.
TYPES AND SIZES OF FIRE HOSES
here are several types of hose designed specifically for the fire service. Those designed to operate under positive pressure are called discharge hoses. They include attack hose, supply hose, relay hose, forestry hose, and booster hose. Those designed to operate under negative pressure are called suction hoses.
- attack hoses
Attack hose is a fabric-covered, flexible hose used to bring water from the fire pumper to the nozzle. This hose ranges in nominal inside diameter from 1.5 in (38 mm) to 3.0 in (76 mm) and is designed to operate at pressures up to about 400 psi (2,760 kPa). The standard length is 50 ft (15.3 m).
- supply and relay hoses
Supply and relay hoses are large-diameter, fabric-covered, flexible hoses used to bring water from a distant hydrant to the fire pumper or to relay water from one pumper to another over a long distance. These hoses range in nominal inside diameter from 3.5 in (89 mm) to 5.0 in (127 mm). They are designed to operate at pressures up to about 300 psi (2,070 kPa) for the smaller diameters and up to 200 psi (1,380 kPa) for the larger diameters. The standard length is 100 ft (30.6 m).
- forestry hoses
Forestry hose is a fabric-covered, flexible hose used to fight fires in grass, brush, and trees where a lightweight hose is needed in order to maneuver it over steep or rough terrain. Forestry hose comes in 1.0 in (25 mm) and 1.5 in (38 mm) nominal inside diameters and is designed to operate at pressures up to about 450 psi (3,105 kPa). The standard length is 100 ft (30.6 m).
- booster hoses
Booster hose is a rubber-covered, thick-walled, flexible hose used to fight small fires. It retains its round cross-section when it is not under pressure and is usually carried on a reel on the fire pumper, rather than being stored flat. Booster hose comes in 0.75 in (19 mm) and 1.0 in (25 mm) nominal inside diameters and is designed to operate at pressures up to 800 psi (5,520 kPa). The standard length is 100 ft (30.6 m).
- suction hoses
Suction hose, sometimes called hard suction, is usually a rubber-covered, semi-rigid hose with internal metal reinforcements. It is used to suck water out of unpressurized sources, such as ponds or rivers, by means of a vacuum. Suction hose ranges in nominal inside diameter from 2.5 in (64 mm) to 6.0 in (152 mm). The standard length is 10 ft (3.1 m).
RAW MATERIALS
In the past, cotton was the most common natural fiber used in fire hoses, but most modern hoses use a synthetic fiber like polyester or nylon filament. The synthetic fibers provide additional strength and better resistance to abrasion. The fiber yarns may be dyed various colors or may be left natural.
Coatings and liners include synthetic rubbers such as styrene butadiene, ethylene propylene, chloroprene, polyurethane, and nitrile butadiene. These compounds provide various degrees of resistance to chemicals, temperature, ozone, ultraviolet (UV) radiation, mold, mildew, and abrasion. Different coatings and liners are chosen for specific applications.
Hard suction hose consists of multiple layers of rubber and woven fabric encapsulating an internal helix of steel wire. Some very flexible hard suction hose uses a thin polyvinyl chloride cover with a polyvinyl chloride plastic helix.
Hose connections may be made from brass, although hardened aluminum connections are more frequently specified because of their lightweight.
Coatings and liners include synthetic rubbers such as styrene butadiene, ethylene propylene, chloroprene, polyurethane, and nitrile butadiene. These compounds provide various degrees of resistance to chemicals, temperature, ozone, ultraviolet (UV) radiation, mold, mildew, and abrasion. Different coatings and liners are chosen for specific applications.
Hard suction hose consists of multiple layers of rubber and woven fabric encapsulating an internal helix of steel wire. Some very flexible hard suction hose uses a thin polyvinyl chloride cover with a polyvinyl chloride plastic helix.
Hose connections may be made from brass, although hardened aluminum connections are more frequently specified because of their lightweight.
DESIGN
A fabric-covered fire hose has one or more layers of woven fabric as a reinforcement material. A hose with one layer is called single jacket hose and is used where light-weight is important or where the hose is expected to have infrequent service. A forestry hose is single jacket for light-weight. An industrial fire hose is single jacket because it sees infrequent use. A hose with two layers is called a double jacket hose and is used where weight is not as critical and where the hose is expected to have frequent, sometimes harsh use, as in urban fire service.
A jacketed hose is usually lined with a thin-walled extruded tube of rubber or another elastomer material that is bonded to the inside of the hose. This prevents the water from seeping through the hose jacket. Some forestry hose is made with a perforated rubber liner to allow it to "weep" a little water through the jacket as a protection against embers that might otherwise burn the hose.
Another type of fabric hose construction is called through-the-weave extrusion. In this design a single fabric jacket is fed through a rubber extruder. The extruder coats both the inside and outside of the fabric with a rubber compound to form both an inner liner and an outer coating at the same time. The extruder forces the rubber into and through the jacket weave to form an interlocking bond. This construction produces a lighter weight hose and is primarily used for larger-diameter supply hoses.
A jacketed hose is usually lined with a thin-walled extruded tube of rubber or another elastomer material that is bonded to the inside of the hose. This prevents the water from seeping through the hose jacket. Some forestry hose is made with a perforated rubber liner to allow it to "weep" a little water through the jacket as a protection against embers that might otherwise burn the hose.
Another type of fabric hose construction is called through-the-weave extrusion. In this design a single fabric jacket is fed through a rubber extruder. The extruder coats both the inside and outside of the fabric with a rubber compound to form both an inner liner and an outer coating at the same time. The extruder forces the rubber into and through the jacket weave to form an interlocking bond. This construction produces a lighter weight hose and is primarily used for larger-diameter supply hoses.
As the loom starts, the filler bobbins wind the filler yarn in a circle through the warp yarns. The inner and outer jackets are woven separately. If the outer jacket is to be coated, it is drawn through a dip tank filled with the coating material.
THE MANUFACTURING PROCESS
A fire hose is usually manufactured in a plant that specializes in providing hose products to municipal, industrial, and forestry fire departments. Here is a typical sequence of operations used to manufacture a double jacket, rubber-lined fire hose.
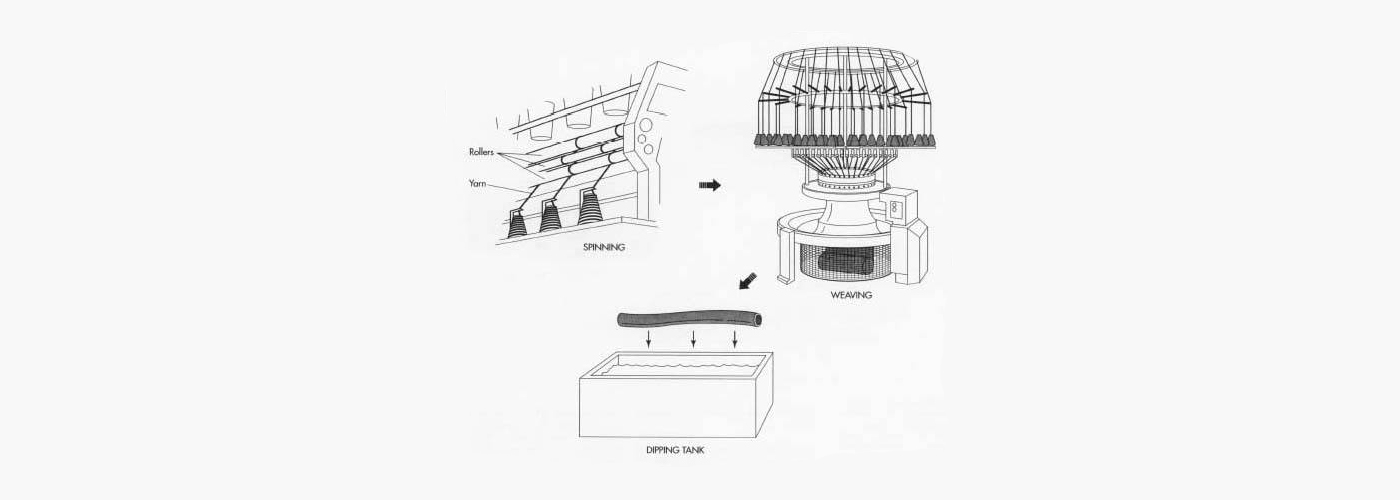
Preparing the yarn
Preparing the yarn
- There are two different fiber yarns that are woven together to form a hose jacket. The yarns that run lengthwise down the hose are called warp yarns and are usually made from spun polyester or filament nylon. They form the inner and outer surfaces of the jacket and provide abrasion resistance for the hose. The yarns that are wound in a tight spiral around the circumference of the hose are called the filler yarns and are made from filament polyester. They are trapped between the crisscrossing warp yarns and provide strength to resist the internal water pressure. The spun polyester warp yarns are specially prepared by a yarn manufacturer and are shipped to the hose plant. No further preparation is needed.
- The continuous filament polyester fibers are gathered together in a bundle of 7-15 fibers and are twisted on a twister frame to form filler yarns. The plied and twisted yarn is then wound onto a spool called a filler bobbin.
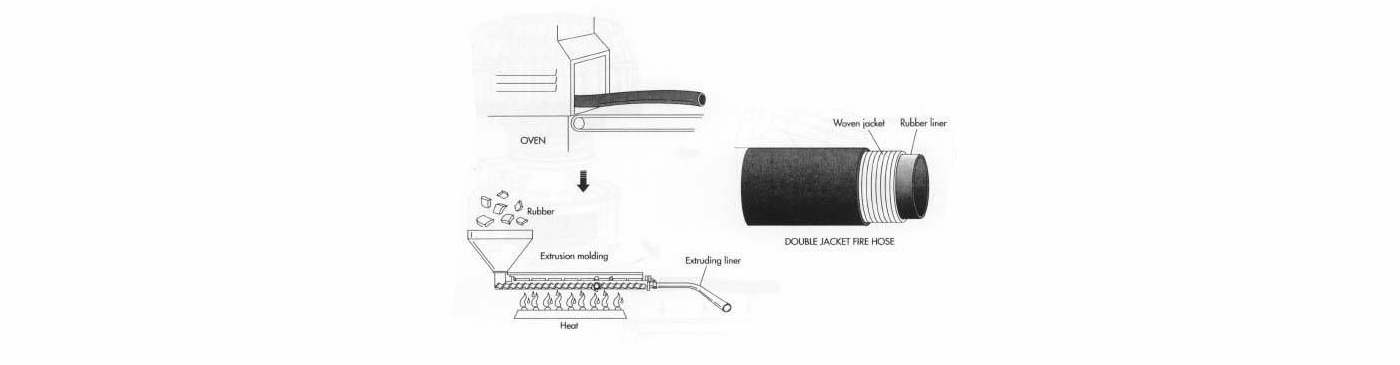
Once the outer jacket is coated, it passes through an oven where the coating is dried and cured. The rubber liner is extruded. Jackets and liner are joined to create the hose.
Weaving the jackets
Extruding the liner
Forming the hose
Pressure testing the hose
Weaving the jackets
- The warp yarns are staged on a creel, which will feed them lengthwise down through a circular loom. Two filler bobbins with the filler yarn are put in place in the loom.
- As the loom starts, the filler bobbins wind the filler yarn in a circle through the warp yarns. As soon as the bobbins pass, the loom crisscrosses each pair of adjacent warp yarns to trap the filler yarn between them. This weaving process continues at a high speed as the lower end of the jacket is slowly drawn down through the loom, and the bobbins continue to wrap the filler yarns around the circumference of the jacket in a tight spiral. The woven jacket is wound flat on a take-up reel.
- The inner and outer jackets are woven separately. The inner jacket is woven to a slightly smaller diameter so that it will fit inside the outer jacket. Depending on the expected demand, several thousand feet of jacket may be woven at one time. After an inspection, the two jackets are placed in storage.
- If the outer jacket is to be coated, it is drawn through a dip tank filled with the coating material and then passed through an oven where the coating is dried and cured.
Extruding the liner
- Blocks of softened, sticky, uncured rubber are fed into an extruder. The extruder warms the rubber and presses it out through an opening between an inner and outer solid circular piece to form a tubular liner.
- The rubber liner is then heated in an oven where it undergoes a chemical reaction called vulcanizing, or curing. This makes the rubber strong and pliable.
- The cured liner passes through a machine called a rubber calendar, which forms a thin sheet of uncured rubber and wraps it around the outside of the liner.
Forming the hose
- The jackets and liner are cut to the desired length. The inner jacket is inserted into the outer jacket, followed by the liner.
- A steam connection is attached to each end of the assembled hose, and pressurized steam is injected into the hose. This makes the liner swell against the inner jacket and causes the thin sheet of uncured rubber to vulcanize and bond the liner to the inner jacket.
- The metal end connections, or couplings, are attached to the hose. The outer portion of each coupling is slipped over the outer jacket and an inner ring is inserted into the rubber liner. A tool called an expansion mandrel is placed inside the hose and expands the ring. This squeezes the jackets and liner between the ring and serrations on the outer portion of the coupling to form a seal all the way around the hose.
Pressure testing the hose
- Standards set by the National Fire Protection Association require that each length of new double jacket, rubber-lined attack hose must be pressure tested to 600 psi (4,140 kPa), but most manufacturers test to 800 psi (5,520 kPa). Subsequent to delivery, the hose is tested annually to 400 psi (2,760 kPa) by the fire department. While the hose is under pressure, it is inspected for leaks and to determine that the couplings are firmly attached.
- After testing the hose is drained, dried, rolled, and shipped to the customer.
QUALITY CONTROL
In addition to the final pressure testing, each hose is subjected to a variety of inspections and tests at each stage of manufacturer. Some of these inspections and tests include visual inspections, ozone resistance tests, accelerated aging tests, adhesion tests of the bond between the liner and inner jacket, determination of the amount of hose twist under pressure, dimensional checks, and many more.
THE FUTURE
The trend in fire hose construction over the last 20 years has been to the use of lighter, stronger, lower maintenance materials. This trend is expected to continue in the future as new materials and manufacturing methods evolve.